Cinkavimas yra tinkamiausias būdas apsaugoti plieną nuo rūdžių. Iš esmės, acinkavimo voniayra didelis išlydyto cinko katilas, naudojamas metalinėms detalėms padengti. Kai švarus plienas panardinamas į šią vonią, cinkas greitai sukimba su paviršiumi ir sudaro tvirtą, atsparią korozijai dangą. Cinkavimas egzistuoja jau daugiau nei 150 metų, tačiau išlieka stebėtinai efektyvus ir ekologiškas. Tiesą sakant, jis dažnai minimas kaip vienas ekologiškiausių korozijos prevencijos procesų. Rezultatas – plienas, kuris gali išlikti dešimtmečius lauke, reikalaujantis minimalios priežiūros. Žemiau žingsnis po žingsnio aprašome, kaip plieninė detalė cinkavimo vonioje virsta iš dulkėto seno metalo į cinku armuotos detalės paviršių.

Kas yra cinkavimo vonia?
Cinkavimo vonia – tai tiesiog išlydyto cinko indas, įkaitintas iki maždaug 450 °C (842 °F). Į šį karštą cinką, kuris atrodo kaip sidabriškai skystas metalas, panardinamos plieninės detalės. Panardinimo metu cinkas reaguoja su pliene esančia geležimi, sukurdamas metalurginį ryšį tarp cinko ir plieno. Praktiškai įmonės tai dažnai vadina...karštas cinkavimasprocesas – tiesiogine prasme panardinant plieną į „karštą“ (išlydytą) cinką.
Šis metodas labai efektyvus. Cinko vonelėje paprastai yra daugiau nei 98 % gryno cinko, o konvejerių arba kranų sistemos kruopščiai pakreipia plieninius ruošinius taip, kad cinkas galėtų užlieti kiekvieną detalės kampą. Net tuščiavidurės formos ar vamzdžiai užpildomi cinku, todėl padengiamas ne tik išorinis, bet ir vidinis paviršius. Kaip teigiama viename pramonės vadove, karštasis cinkavimas yra „visiško panardinimo“ procesas – plienas yra visiškai panardinamas ir padengiamas cinku.visividinius ir išorinius paviršius. Po kelių minučių plienas pakeliamas ir padengiamas nauja blizgančia metaline plėvele.
Karštojo cinkavimo procesas (nuo pradžios iki pabaigos)
Cinkavimo procesas susideda iš kelių pagrindinių etapų. Kiekvienas jų turi būti atliekamas atsargiai, nes cinkas prilips tik prie idealiai švaraus paviršiaus. Apskritai, šie etapai yra šie:
Valymas (riebalų šalinimas ir marinavimas):Pirmiausia plienas kruopščiai nuvalomas, kad būtų pašalinti alyvos, riebalai ir atsipalaidavusios rūdys. Paprastai tai atliekama karštu šarminiu tirpalu, kuris nuriebalina plieną. Tada plienas dedamas į rūgštinę ėsdinimo vonią (dažnai praskiesta sieros arba druskos rūgštimi), kad būtų pašalintos valcavimo nuodegos ir rūdys. Po ėsdinimo bet kokie sunkiai įveikiami nešvarumai, dažai ar šlakas pašalinami rankiniu būdu arba srautiniu būdu. Trumpai tariant, visi teršalai turi būti pašalinti, nes cinkas neprikibs prie nešvaraus plieno.
Fluxing:Prieš pat cinkavimą švarus plienas panardinamas į fliuso tirpalą, dažniausiai cinko amonio chlorido mišinį. Fliusas nuvalo paskutinius oksido pėdsakus ir apsaugo nuo naujos oksidacijos prieš panardinant. Kai kuriose gamyklose plonas „fliuso sluoksnis“ netgi plūduriuoja ant cinko vonios, kad padėtų nuriebalinti plieną jam patenkant į vonią. Fliuso etapas yra labai svarbus: jis užtikrina, kad išlydytas cinkas gališlapiasplieną tolygiai.
Panardinimas į cinko vonią:Dabar ateina proceso esmė. Paruoštas plienas lėtai (dažnai kampu) leidžiamas į išlydyto cinko katilą, kurio temperatūra paprastai palaikoma ~450 °C. Žemiau esančiame paveikslėlyje pavaizduotos plieninės sijos, patenkančios į karštą cinko vonią. Kai tik plienas paliečia skystą metalą, prasideda reakcija. Cinkas pradeda legiruotis su geležies paviršiumi, o skystas cinkas teka aplink visą detalę. Vonios viduje cinkas ir geležis metalurginės reakcijos būdu sudaro kelis lydinio sluoksnius. Per šį laiką (paprastai kelias minutes) danga sukaupia reikiamą storį.išlydytascinkas prilimpa prie plieno paviršiaus ir atvėsta, sudarydamas tvirtą išorinę plėvelę.
Paveikslėlis: Plieninės detalės panardinamos į karšto cinkavimo vonią. Išlydytas cinkas (skystas sidabras) greitai padengia plieną.
Gamyklos operatoriai kruopščiai nustato panardinimo laiką. Daugumai detalių pakanka 4–5 minučių panardinimo. Didesnėms arba izoliuotoms detalėms gali prireikti daugiau laiko, kad būtų pasiekta visa temperatūra. Įkaitinta detalė lėtai iškeliama. Jai kylant, nuteka bet koks cinko perteklius – kartais tai padeda vibruojant arba sukant detalę. Likęs plonas cinko sluoksnis atvės ir sukietės, dažnai išorėje įgaudamas ryškią sidabrinę dangą. Tiesą sakant, šviežiai cinkuotas plienas dažnai žvilga; jam kietėjant, paviršiuje gali atsirasti būdingas kristalizuoto cinko „blizgučių“ arba snaigės formos raštas.

Aušinimas (pasyvavimas / gesinimas):Po ištraukimo padengtas plienas aušinamas. Tai galima padaryti paprastu oro aušinimu arba grūdinant karštą plieną vandenyje ar cheminio pasyvavimo vonioje. Specialaus kietinimo nereikia – cinko ir plieno jungtis jau yra kieta. Bet koks plonas išorinis cinko oksido (baltųjų rūdžių) sluoksnis, kuris gali susidaryti, dažnai tiesiog paliekamas nepaliestas arba lengvai apdorojamas. Skirtingai nuo dažytų dalių, cinkuotam plienui paprastai reikianereikia tolesnio apdailosdėl patvarumo.
Apžiūra:Paskutinis žingsnis – greita vizualinė ir techninė apžiūra. Inspektoriai patikrina, ar kiekviena vieta padengta, ir išmatuoja storį. Kadangi cinkas sukimba tik su švariu metalu, prastas vietas lengva pastebėti (plikas plienas atrodo blizgus). Standartiniai matuokliai matuoja dangos storį, siekiant užtikrinti, kad ji atitiktų specifikacijas. Šiuo metu cinkuotas plienas yra paruoštas naudoti ir garantuoja daugelį metų atsparumą korozijai.
Vonios viduje: metalurgija ir apsauga
Tai, kas iš tikrųjų nutinka plienui išlydyto cinko viduje, yra sudėtingas cheminis procesas – ir vienas iš stebinančių cinkavimo privalumų. Karštam plienui stovint vonioje, cinko atomai difunduoja į geležį ir sudaro kelis tarpmetalinius junginius. Amerikos cinkuotojų asociacija tai iliustruoja skerspjūviu: yra išorinis beveik gryno cinko sluoksnis (vadinamas eta sluoksniu), o po juo – 3 kietojo lydinio sluoksniai (vadinami gama, delta, zeta), esantys tiesiai plieno sąsajoje. Įdomu tai, kad šie cinko ir geležies lydinio sluoksniai yrakietesnis nei minkštas plienasPavyzdžiui, maži įbrėžimai sunkiai įsiskverbia pro šią daugiasluoksnę dangą. Praktiškai cinkuota danga yra itin tvirta ir atspari dilimui.
Dar vienas svarbus privalumas yra katodinė (aukojamoji) apsauga. Cinkas yra elektrochemiškai aktyvesnis nei plienas. Paprastai tariant, jei danga subraižoma iki pliko plieno, aplinkinis cinkas pirmiausia koroduoja, apsaugodamas plieną. Iš tiesų, karštasis cinkavimas tuo garsėja: vienas šaltinis pažymi, kad net jei įbrėžime atidengiamas plikas plienas (net ¼ colio dydžio), „korozija neprasidės, kol nesudegs visas aplinkinis cinkas“. Tai reiškia, kad mažų įbrėžimų nereikia perdažyti; cinkas laikui bėgant suyra.
Bėgant metams, veikiant orui ir lietui, cinkas virsta nekenksmingais šalutiniais produktais (oksidais, hidroksidais, karbonatais) – pilka patina, kurią galite pamatyti ant seno cinkuoto metalo. cinko patina lėtai suformuoja apsauginę išorinę plutą, kuri dar labiau sulėtina koroziją. Iš tiesų, visiškai atmosferos sąlygomis cinkuotas plienas koroduoja maždaug 30 kartų lėčiau nei plikas plienas. Praktiškai tai reiškia, kad cinkuota danga dažnai tarnauja 50–60 metų ar ilgiau nereikalaujanti priežiūros, priklausomai nuo aplinkos.

Netikėti privalumaiCinkavimas
Cinkavimas suteikia keletą „vau“ efektų, kurių galbūt nesitikėtumėte iš paprastos metalo dangos:
1. Visapusiškas draudimas:Kadangi karštojo cinkavimo metu detalė panardinama, ji padengia net tuščiavidurių profilių ir vamzdžių vidų. Sriegiai ir paslėpti kampai padengiami cinku, kitaip nei dažai, tepami teptuku. Toks visiškas panardinimas reiškia, kad rūdys negali prasiskverbti iš netikėtų vietų.
2. Įmontuotas tvirtumas:Cinko ir geležies sluoksniai yra savaime kieti ir atsparūs dilimui. Kai kurių bandymų metu cinkuoto plieno danga buvo pažeista.dešimt kartųatsparesnis dilimui nei įprasti dažai. Išorinis gryno cinko sluoksnis (ETA) yra minkštesnis ir plastiškesnis, todėl atsparus smūgiams, o vidiniai lydinio sluoksniai yra kietesni nei plienas. Šis daugiasluoksnis sujungimas reiškia, kad cinkuotos dalys atlaiko grubų elgesį ir nusidėvėjimą.
3. Savaime atsistatanti (katodinė) apsauga:Kaip minėta, cinkas „aukoja save“, kad apsaugotų plieną. Maži įbrėžimai ant cinkuoto plieno nerūdija, nes pirmiausia koroduoja cinkas (tai dar vadinama katodine apsauga). Yra net pavadinimas „šoninis šliaužimas“, apibūdinantis tai, kas vyksta su dažytu plienu (rūdys prasiskverbia po dažais), o cinkavimas iš esmės to apsaugo.
4. Greitas apyvartumas:Nepaisant sunkios įrangos, pats cinkavimo etapas yra greitas. Detalės pakabinimas ir panardinimas į cinką trunka tik kelias minutes. Paruošimas daugiausia atliekamas cheminiu valymu, o gerai veikianti gamykla gali apdoroti užsakymą per kelias dienas. Iš tiesų, šiuolaikinės cinkavimo dirbtuvės gali pasigirti 24 valandų per parą veikiančia nedidelių užsakymų aptarnavimo paslauga.
5. Ilgas tarnavimo laikas:Cinkuota danga gali apsaugoti plieną dešimtmečius be perdažymo. Įprastomis lauko (pramoninėmis ar kaimo) sąlygomis iki pirmosios priežiūros paprastai prireikia daugiau nei 50 metų. Dėl tokio ilgaamžiškumo ilgainiui cinkavimas dažnai yra ekonomiškesnis nei periodiškas perdažymas.
6. Draugiškumas aplinkai:Cinkavimo procesas yra gana švarus. Panaudotas cinkas yra perdirbamas, jame nėra lakiųjų organinių tirpiklių, kaip dažuose. Cinkuotas plienas yra 100 % perdirbamas pasibaigus jo naudojimo laikui. Pramonės grupės netgi nurodo, kad cinkavimas yra „tikriausiai ekologiškiausia“ apsauga nuo korozijos.
7. Atpažįstama apdaila:Cinkuotas plienas dažnai pasižymi savybeblizgučiaisArba snaigės formos raštas ant jo paviršiaus. Šie sidabriniai kristalai yra kietėjantys cinko grūdeliai, suteikiantys cinkuotiems paviršiams išskirtinę išvaizdą. Tai vizualinis užuomina, kad yra tikra karšto panardinimo danga.

Aukštos kokybės įranga: „Bonan Tech“ vamzdžių cinkavimo gamykla
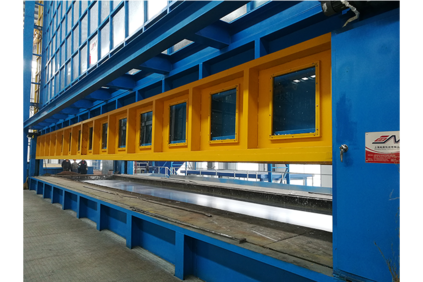
Didelės cinkavimo dirbtuvės naudoja galingą techniką, kad šie procesai vyktų nuolat. Pavyzdžiui, įrangos gamintoja „Bonan Technology Co., Ltd.“ pabrėžia savo„Aukščiausios kokybės vamzdžių cinkavimo gamykla“pagaminta iš aukštos kokybės plieno ir komponentų. Jų automatizuotos linijos tvarko viską: vamzdžių pakabinimo įtaisus, šarminio riebalų šalinimo bakus, rūgštinius marinavimo įrenginius, fliuso stotis, konvejerį per cinko katilą ir gesinimo bakus. „Bonan“ pažymi, kad jos vamzdžių cinkavimo gamyklos yra skirtos nepertraukiamai gaminti visų skersmenų vamzdžiams.
Paveikslėlis: Veikianti nepertraukiamo veikimo vamzdžių cinkavimo linija. Tokie automatizuoti įrenginiai vamzdžių sekcijas perkelia į valymo, srauto apdorojimo ir išlydyto cinko vonios etapus.
„Bonan Tech“ linijoje kiekvienas žingsnis yra kruopščiai kontroliuojamas. Iš tiesų, vamzdžių cinkavimas paprastai vyksta šiais konkrečiais etapais:
Šarminis valymas:Vamzdžiai patenka į karštą natrio hidroksido vonią, kad būtų pašalinta alyva ir malūno nuosėdos.
Rūgštinis marinavimas:Toliau jie praeina per rūgšties vonią (dažniausiai HCl arba H₂SO₄), kad ištirptų rūdys ir likę oksidai.
Skalavimas ir srautas:Po skalavimo vamzdžiai panardinami į cinko-amonio chlorido fliuso tirpalą, užtikrinant, kad prieš cinkavimą plienas liktų be oksidų.
Džiovinimas:Bet kokia drėgmė ant plieno nupučiama arba išgarinama oro džiovintuvu.
Panardinimas (cinko vonia):Vamzdžiai perkeliami į išlydyto cinko katilą. Karšto panardinimo metu jie kruopščiai padengiami cinku.
Gesinimas:Galiausiai karštai cinkuoti vamzdžiai greitai aušinami vandenyje arba aušinimo vonioje, kad danga užfiksuotųsi.
Kiekvienas dabar pagamintas vamzdis turi vienodą cinko dangą, kad būtų išvengta korozijos. Remiantis Bonano aprašymu, jų„Automatinė vamzdžių cinkavimo mašina“gali apdoroti „visą cinkuojamų vamzdžių asortimentą“, užtikrindamas, kad net labai dideli ar maži vamzdžiai gautų tinkamą cinko sluoksnį.
Išvada
Cinkavimo vonia yra daugiau nei tiesiog metalo indas – tai patikrinto, mokslu pagrįsto proceso, suteikiančio plienui praktiškai savaime atsistatantį skydą, centras. Nuo valymo iki karšto cinkavimo etapų kiekvienas žingsnis yra optimizuotas, siekiant sukurti patvarią, metalurgiškai surištą dangą. Matėme, kaip cinkuotas plienas ne tik atsparus rūdijimui, bet ir stebėtinai gerai tai daro – dėl daugiasluoksnių lydinių, ypatingo tvirtumo ir dešimtmečius trunkančio tarnavimo laiko.
Nesvarbu, ar esate inžinierius, projektuojantis tiltą, ar namo savininkas, renkantis tvoros stulpus, cinkavimo vonios proceso supratimas padeda paaiškinti, kodėl cinkuotas plienas yra toks efektyvus. Trumpai tariant, toje kuklioje išlydyto cinko vonioje slypi galinga ir stebėtinai sudėtinga gynybos sistema, kuri saugos plienines konstrukcijas ištisas kartas.
Įrašo laikas: 2025 m. gegužės 21 d.